- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Mga produkto





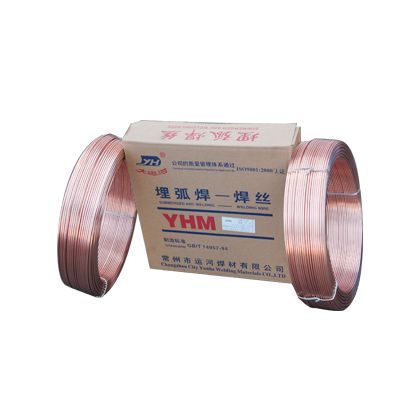
Nakalubog na Arc Welding Wire EM13K
Bilang propesyonal na paggawa, nais ng GUJIN® na bigyan ka ng Submerged Arc Welding Wire EM13K. Para sa Submerged arc welding wire, lahat ay may iba't ibang espesyal na alalahanin tungkol dito, at ang ginagawa namin ay para mapakinabangan ang mga kinakailangan ng produkto ng bawat customer, kaya ang kalidad ng aming Submerged arc welding wire ay natanggap ng maraming customer at natamasa ang magandang reputasyon sa maraming bansa. Ang GUJIN® Submerged arc welding wire ay may katangiang disenyo at praktikal na pagganap at mapagkumpitensyang presyo, para sa karagdagang impormasyon sa Submerged arc welding wire, mangyaring huwag mag-atubiling makipag-ugnayan sa amin.
Magpadala ng Inquiry
Paglalarawan ng Produkto
GUJIN® ay isa sa mga sikat na tagagawa at supplier ng China Submerged Arc Welding Wire EM13K. Ang nakalubog na arc welding wire,GJ-H10MnSi(EM13K) ay isang uri ng welding wire na may naaangkop na manganese at silicon content. Tumutugma ito sa low-manganese at low-silicon type welding flux. Hindi ito sensitibo sa kalawang sa base metal. Mayroon itong mahusay na paghubog ng butil, mahusay na pagkakatanggal ng slag. Ang wire ay maaaring ilapat nang solong o dalawahang pagpapakain gamit ang AC/DC.
Mga gamitï¼
Ang nakalubog na arc welding wire na GJ-H10MnSi(EM13K) ay maaaring ilapat pareho para sa high-speed welding steel plate ng tensile strength 420N/mm² at filling welding. Ito ay malawakang ginagamit para sa welding boiler, pressure vessel, tulay, barko atbp.
Mga Talaï¼
1. Shielding gas: Mag-ampon ng purong Argon gas. Rate ng daloy ng rekomendasyon: 9-14L/min (AMP 100-200A), 14-18L/min (AMP 200-300A)
2. Tungsten extension: 3-5mm, Arc haba: 1-3mm.
3. Limitado ang bilis ng hangin: <1.0m/s.
Ang argon gas shielding sa likod na bahagi ng welding part ay makakakuha ng mas magandang resulta ng welding.
4. Mechanic property at metal na anti-cracking na kakayahan ng welded metal na kamag-anak sa pamamagitan ng energy pass value sa wire.
5. Ang welding ay dapat na pinapatakbo sa malinis na ibabaw na walang kalawang, basa, kontaminasyon ng langis at alikabok. Ang mga mungkahi sa itaas ay para sa layunin ng sanggunian. Suriin at tukuyin ang sitwasyon ng eksena bago simulan ang proseso ng paghawak.
Reference Currentï¼DC+ï¼
Diameterï¼2.5mmã3.2mmã4.0mmã5.0mm
Mga Posisyon ng Weldingï¼

|
produkto Pangalan |
Standard at steel grade |
Si Dia (mm)
|
Kemikal na komposisyon ng welding wire |
|||||||||
|
GB |
AWS |
DIN/BS |
C |
Mn |
Si |
P |
S |
Cr |
Ni |
Cu |
||
|
GJ-H10MnSi |
H10MnSi |
EM13K |
- |
2.0-5.0 |
â¤0.14 |
0.8-1.10 |
0.6-0.9 |
â¤0.035 |
â¤0.035 |
â¤0.20 |
â¤0.30 |
â¤0.35 |
|
Mga Karaniwang Mekanikal na Katangian ng Nadepositong Metal (Gumagamit sa Flux SJ-101) |
||||
|
Lakas ng ani (Mpa) |
Lakas ng makunat (Mpa) |
Pagpahaba (%) |
Pagsubok sa epekto |
|
|
Temperatura (â) |
Enerhiya ng Epekto ï¼Jï¼ |
|||
|
â¥420 |
â¥500 |
â¥22 |
-20 |
145 |
Mga Hot Tags: Lubog na Arc Welding Wire EM13K, China, Mga Manufacturer, Supplier, Pakyawan, Pabrika, Murang, Sipi, CE, Kalidad, Advanced
Tag ng Produkto
Kaugnay na Kategorya
Magpadala ng Inquiry
Mangyaring huwag mag-atubiling ibigay ang iyong pagtatanong sa form sa ibaba. Sasagot kami sa iyo sa loob ng 24 na oras.